Dear community,
Usually we use carbon steel piping in our factory with screwed end connections for small pipes (smaller 3 inch/ DN80) and flanges for larger sized pipes (larger 3 inch/ DN80).
Since butt welded connections are best regarding leakproofness we are considering to use valves with butt weliding ends instead of screwed or flanged ends.
I don’t have any experience with butt welded ending valves and couldn’t find proper information which I need to write the specification. Therefore following questions:
- Which material does the valve body need to have to enable easy and high qualtiy welding with carbon steel pipes?
- Are welded connetions cheaper than screwed or flanged connections?
- Anything else that needs to be considered?
2 Likes
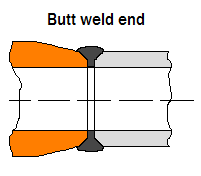
Butt Weld Connection
The buttwelding ends are prepared by beveling each end of the valve to match a similar bevel on the pipe. The two ends are then butted to the pipeline and joined with a full penetration weld.
This type of joint is used on all valve styles and the end preparation must be different for each schedule of pipe. These are generally furnished for control valves in sizes 2-1/2-inch and larger.
Care must be exercised when welding valve bodies in the pipeline to prevent excessive heat transmitted to valve trim parts. Trims with low-temperature composition materials must be removed before welding.
Download the following Document
Valve Document.pdf (603.6 KB)
1 Like
Thanks.
It seems like valve bodies are usually made of cast iron, ductile iron or stainless steel. Welding cast/ductile iron to carbon steel is possible but difficult. Welding stainless steel to carbon steel might lead to increased corrosion at the carbon steel pipes. So I guess valve bodies with welding ends are not the best solution for carbon steel pipes.
2 Likes