Finishing post about Acid Gas Removal, here is an explanation about the most common process that is used to remove acid gas in LNG plant: Amine Treating Unit (ATU).
Amine Treating Unit uses chemical solvents to remove the acid gas. MEA (Monoethanol Amine) and DEA (Diethanol Amine) are solvents that commonly used in ATU. But currently, DEA is more commonly used as chemical solvents because of reasons below, compare with MEA:
-
DEA is weaker base, it reduces the corrosion problem
-
DEA has lower vapor loss due to low vapor pressure
-
DEA requires less heat for regeneration
-
DEA does not require reclaimer to remove contaminants
Below is typical gas sweetening by chemical reaction:
Amine Treating Unit (ATU)
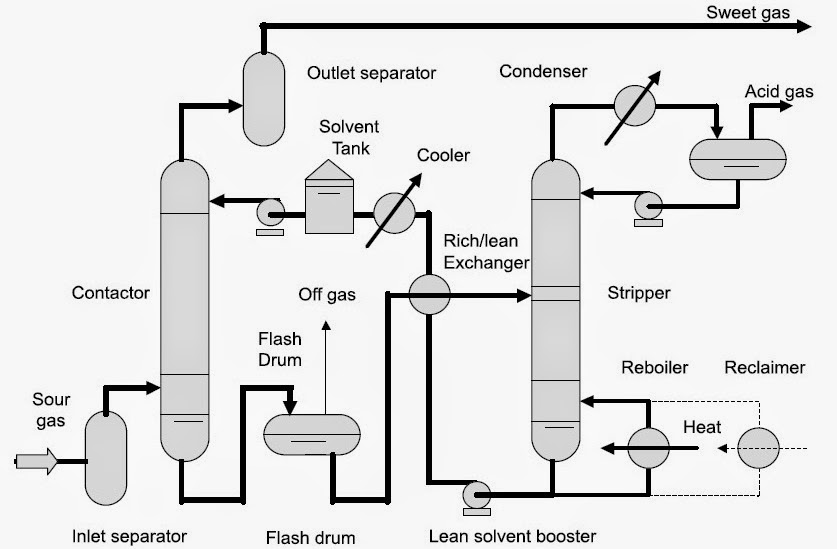
1. Amine Absorber/Contactor
Amine absorber has counter-current flow between sour gas and solvents. The tower can be designed as tray column or packed column. Tray column has larger diameter, usually has 20-24 actual tray.
For preliminary design, a tray spacing 24 in and a minimum diameter capable of separating 150-200 micron droplets can be assumed. Packed column has smaller diameter and size of tower must be obtained from manufacturer’s published literature.
Commonly, amine absorber include an integral gas scrubber section in the bottom of tower to remove entrained water and hydrocarbon liquids from the gas to protect the amine solution from contamination. This scrubber has same diameter as the tower.
Alternatively, a separate scrubber vessel (inlet separator) can be provided so that the tower height can be decreased. This vessel is designed in accordance with two phase separator design.
Outlet separator is required while using MEA as solvents, to help reducing MEA losses in the overhead sweet gas. DEA does not require this outlet separator.
2. Flash Drum
The rich amine solution from the absorber is flashed to a separator to remove any hydrocarbons and small percentage of acid gas. Some liquid hydrocarbon may begin to collect in separator, hence need provision to remove liquid hydrocarbon.
Typically flash tank is designed for 2-3 minutes retention time for the amine solution while operating half full.
3. Amine Reboiler
The reboiler provides the heat input to amine stripper, which reverses chemical reaction and drives off acid gas.
Amine reboiler may be either a kettle reboiler or an indirect fired heater. The higher reboiler duty, the higher condenser duty, the higher reflux ration, and thus the lower number of trays required and vice versa.
For design, reboiler temperature in stripper operating at 10 psig can be assumed 245 F for 20% MEA and 250 F for 35% DEA.
4. Amine Stripper
Amine stripper use heat and steam to reverse the chemical reactions with CO2 and H2S. The steam acts as a stripping gas to remove the CO2 and H2S from the liquid solution and to carry these gases to the overhad. The tower can be trayed or packed with packing normally used for small diameter columns.
The typical stripper consists of a tower operationg at 10-20 psig with 20 trays, a reboiler, and an overhead condenser. The rich amine feed is entering the third or fourth tray from the top. The lean amine is removed at the bottom of stripper and acid gas is removed from the top.
For most field gas units, it is not necessary to specify stripper size. Vendors have standard design amine circulation packages for a given amine circulation rate, acid-gas loading, and reboiler.
5. Overhead Condenser and Reflux Accumulator
Amine-stripper overhead condenser is typically air-cooled, fin-fan exchangers. Their duty can be determined as required to cool the overhead gases and condense the overhead steam to water.
The inlet temperature can be found using the partial pressure of the overhead steam by using steam tables. The cooler outlet temperature is typically 130-145 F, depending on the ambient temperature.
The reflux accumulator is a separator used to separate the acid gases from the condensed water. The water is accumulated and pumped back to the top of stripper as reflux. With the vapor and liquid rates known, the accumulator can be sized for two phase separator.
6. Rich/Lean Amine Exchanger
Rich/lean amine exchanger is usually shell-and-tube exchanger with the corrosive rich amine flowing through the tubes. The purpose of these exchanger is to reduce the reboiler duty by recovering some of the sensible heat from the lean amine.
For design, an approach temperature of about 30 F provides economic design balancing the cost of the rich/lean exchanger and the reboiler. The reboiler duties recommended above assume a 30 F approach.
7. Amine Cooler
The amine cooler is typically air-cooled, fin-fan cooler, which lowers the lean amine temperature before it enters the absorber. The lean amine entering the absorber should be approximately 10 F warmer than the sour gas entering the absorber.
Lower amine temperature may cause the gas to cool in the absorber and thus condense the hydrocarbon liquid. Higher temperature would increase the amine vapor pressure and thus increase amine losses to the gas.
The duty for the cooler can be calculated from the lean-amine flow rate, the lean-amine temperature leaving the rich/lean exchanger and the sour-gas inlet temperature. Solvent tank is required to contain lean amine.
8. Amine Solution Purification
For MEA, reclaimer is required to removed contaminants due to reaction of MEA with COS and CO2, to form heat-stable salt. Reclaimer is a kettle-type reboiler operating on a small side stream of lean solution.
The temperature in the reclaimer is maintained such that the water and MEA boil to the overhead and are piped back to the stripper. The heat-stable salt remain in reclaimer until the reclaimer is full.
Then the reclaimer is shut-in and dumped to waste disposal. The impurities are removed but the MEA bonded to the salt is also lost.
DEA system is not requiring reclaimer because the reaction with COS and CS2 are reversed in the stripper. The small amount of degradation products from CO2 can be removed by a carbon filter on a side stream of lean solution.
9. Material of Construction
For DEA: stress-relieved carbon steel
For MEA: corrosion-resistant metals (304 SS)
Reference:
-
DMAN-TPE-ENGPRO-008 Acid Gas Treating Design Manual
-
GPSA Section 21: Hydrocarbon Treating
credits: Nika Yunitri