As shown, a bubbler tube is immersed to the bottom of the vessel in which the liquid level is to be measured. A gas (called purge gas) is allowed to pass through the bubbler tube.
Consider that the tank is empty. In this case, the gas will escape freely at the end of the tube and therefore the gas pressure inside the bubbler tube (called back pressure) will be at atmospheric pressure. However, as the liquid level inside the tank increases, pressure exerted by the liquid at the base of the tank (and at the opening of the bubbler tube) increases.
The hydrostatic pressure of the liquid in effect acts as a seal, which restricts the escape of, purge gas from the bubbler tube.
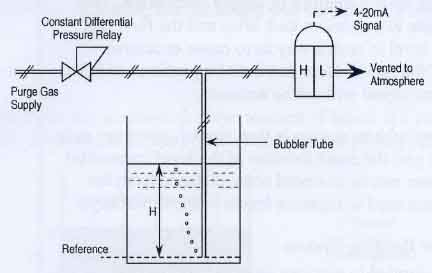
As a result, the gas pressure in the bubbler tube will continue to increase until it just balances the hydrostatic pressure (P=S.H) of the liquid. At this point the backpressure in the bubbler tube is exactly the same as the hydrostatic pressure of the liquid and it will remain constant until any changes in the liquid level occurs. Any excess supply will escape as bubbles through the liquid. As the liquid level rises, the backpressure in the bubbler tube increases proportionally, since the density of the liquid is constant. A level transmitter (DP cell) can be used to monitor this backpressure. In an open tank installation, the bubbler tube is connected to the high-pressure side of the transmitter, while the low pressure side is vented to atmosphere. The output of the transmitter will be proportional to the tank level.
A constant differential pressure relay is often used in the purge gas line to ensure that constant bubbling action occurs at all tank levels. The relay maintains a constant flow rate of purge gas in the bubbler tube regardless of tank variations or supply fluctuations. This ensures that bubbling will occur to maximum tank level and the flow rate does not increase at low tank level in such a way as to cause excessive disturbances at the surface of the liquid. Note that the bubbling action has to be continuous or the measurement signal will not be accurate.
An additional advantage of the bubbler system is that, since it measures only the backpressure of the purge gas, the exact location of the level transmitter is not important. The transmitter can be mounted some distance from the process.